
在3D打印模具快速打样的过程中,气泡问题一直是困扰许多产品开发工程师的“隐形杀手”。一个微小的气泡,可能导致整个模具样件强度下降、表面缺陷,甚至直接报废。反复调整参数、反复上机打印、反复等待结果——这样的循环,不仅消耗时间和成本,更拖慢了产品上市的节奏。
作为专业的宁波3D打印工厂,麦客信息3D打印工厂通过大量实践发现:解决气泡问题的关键,并不在于复杂的理论公式,而在于壁厚设计与排气槽设置的精准配合。
为什么气泡总在“最不该出现的地方”出现?
很多客户遇到这样的情况:图档看起来没问题,材料也选对了,但打印出来的模具内部或表面总会出现细小的孔洞。这通常源于两个设计层面的疏忽:
1. 壁厚过渡不均匀,导致熔融材料在填充过程中流动速度突变,裹入气体无法排出;
2. 缺乏合理的排气路径,使原本可以逸出的气体被“锁”在模型内部。
简单来说,只要打通材料流动与气体排出的“任督二脉”,气泡完全可以被系统性地消除。
第一步:壁厚设计——给材料铺一条“平坦的路”
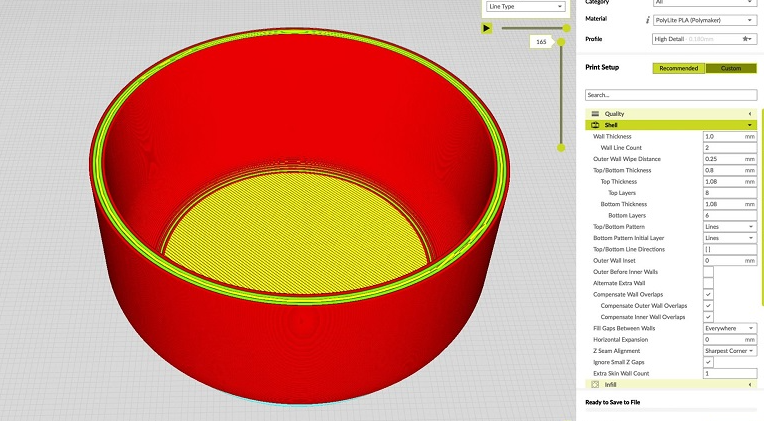
壁厚设计不是越厚越好,也不是越均匀越好,而是要根据模具的功能分区做差异化处理。在麦客信息的工程实践中,我们遵循三条核心原则:
· 基础壁厚不低于1.2mm(针对常规光敏树脂及尼龙材料),确保材料连续填充时不会因局部过薄而产生“夹气”;
· 壁厚变化处设置渐变过渡段,避免直角突变引发的湍流裹气;
· 局部加强筋厚度控制在主壁厚的60%-80%,既保证强度,又不破坏整体流动性。
这些参数不是拍脑袋决定的,而是麦客信息工程师团队基于数千件模具打样数据反复验证得出的经验阈值。我们不会让客户去啃理论手册,而是直接在图档诊断阶段给出明确的修改坐标。
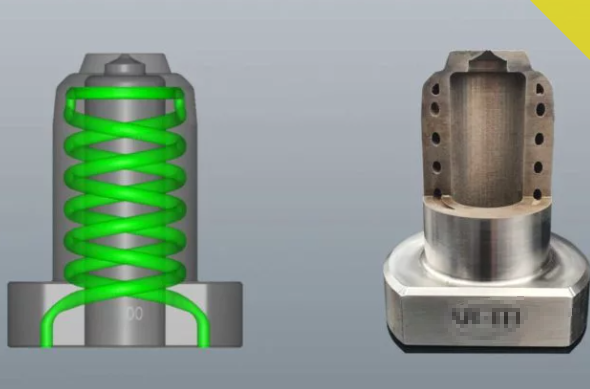
第二步:排气槽设置——给气体留一条“出路”
有了合理的壁厚设计,还需要配合科学的排气槽。很多工程师容易忽略的是:即使在封闭的模具结构中,只要在非密封面或分型面预留微米级的排气通道,90%以上的气泡问题就能迎刃而解。
麦客信息推荐的核心做法是:
· 在壁厚变化区域及填充末端,增设0.1-0.3mm深的浅槽(具体深度视材料粘度而定),气体可沿此路径逸出,而液态材料不会渗出;
· 合理利用支撑结构间隙,将排气功能与支撑设计一体化,不增加额外工序;
· 对复杂腔体结构,采用分区排气策略,避免局部气压过高。
这套方法我们已经反复验证:不需要改变客户原有的产品功能结构,只需在打印前的图档优化环节做针对性调整。
壁厚+排气槽=一次性合格的关键
当壁厚设计为材料提供了稳定流动的“河道”,排气槽又为气体开辟了“泄洪通道”,气泡自然没有生存空间。
麦客信息3D打印工厂的工程师团队,正是基于这一核心逻辑,为客户提供免费的图档诊断与参数优化建议。我们不会给客户讲晦涩的流变学理论,而是直接给出可执行的操作方案:这里壁厚需要加0.3mm,那里加一条排气槽,支撑角度调整5度——清晰、具体、有效。
用数据说话,帮您一次性交付合格样件
麦客信息工厂配备多台工业级3D打印设备(包括高速光固化、粉末烧结等多工艺平台),配合经验丰富的工艺工程师团队,从图档进来到样件交付,全程以数据为决策依据。每一个壁厚建议、每一条排气槽设计,都经过实测数据验证。
结构优化、快速成型、质量把控——我们坚持用可追溯的数据链,帮您彻底告别反复返工的消耗,让模具打样回归它本该有的样子:快速、精准、可靠。
如果您正在被气泡或其它打印缺陷困扰,欢迎将图档发至宁波3D打印服务商——麦客信息工程师团队。我们提供免费诊断服务,24小时内出具优化建议。不绕弯子,不推理论,只解决问题。
麦客信息3D打印工厂——用精准配合,让每一次成型都合格。