“为什么我的模型打出来塌了?”“壁厚到底要留多少才够?”这是很多客户常问的问题。其实,壁厚没有固定标准答案,它取决于工艺、材料和模型结构。下面宁波3D打印公司——麦客信息从FDM、光固化到金属打印,结合具体场景,帮您理清设计思路。更多3D打印相关新闻见:http://www.nb3dp.cn/static-pages/news.html
一、首先理解:为什么会塌陷?
塌陷的本质是材料在固化或堆积过程中,无法承受自身重力或热应力。常见原因有三:
· 悬垂/桥接无支撑:下层未固化就打印上层,材料下垂;
· 薄壁刚度不足:薄壁在冷却收缩或铺粉时被拉断/压弯;
· 热量积聚:薄壁区域散热慢,导致软化变形。
二、三种主流工艺的“安全壁厚”参考值
1. FDM熔融沉积(塑料线材)
· 最小壁厚:0.8mm - 1.2mm(喷嘴0.4mm时,建议≥2倍线宽);
· 推荐壁厚:1.5mm - 2mm(结构稳定,适合大多数摆件);
· 功能性零件:≥2.5mm(承受载荷时需加筋或圆角)。
特殊技巧:若必须做0.6mm薄壁,可将外壁设置为双圈轮廓线(≥3层墙),强度提升50%以上。
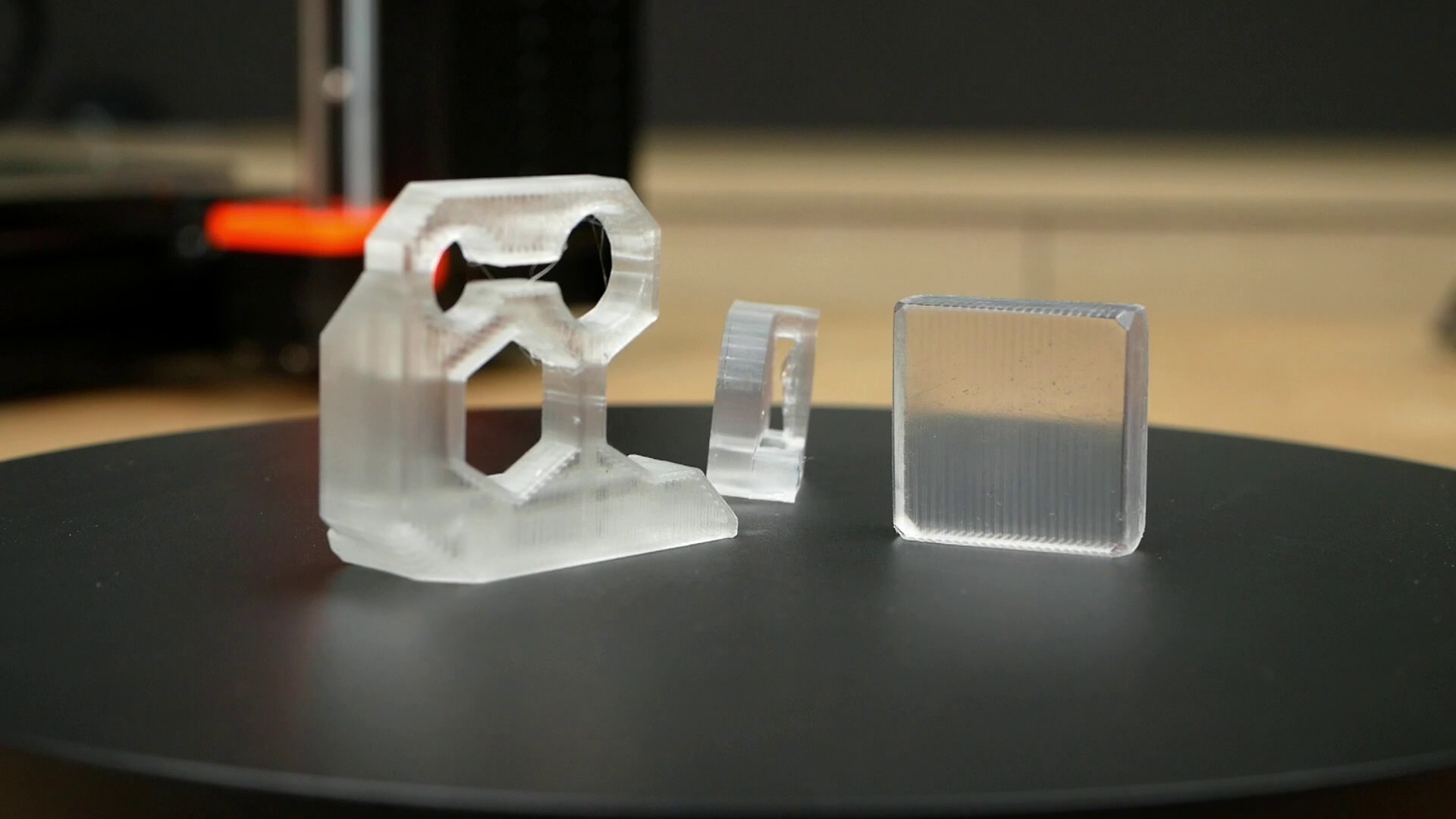
2. SLA/DLP光固化(树脂)
· 最小壁厚:0.5mm - 0.8mm(需配合密集支撑);
· 推荐壁厚:1.5mm - 2.5mm(手办、齿科模型常用);
· 大型件(>20cm):建议≥3mm,防止自重导致弯曲。
注意:光固化薄壁的排水/排树脂孔必不可少,否则抽真空效应会拉裂薄壁。
3. SLS尼龙粉末烧结 / SLM金属打印
· SLS尼龙:最小壁厚0.8mm - 1mm,推荐1.5mm - 2mm;
· SLM金属(铝/钛/钢):最小壁厚0.3mm - 0.5mm(仅限小尺寸),功能件建议≥1mm。
金属打印薄壁极易因热应力翘曲,增加弧形加强筋比单纯加厚更有效。
三、影响壁厚选择的四大关键变量
1. 模型高度:高度每增加10cm,底部壁厚建议增加0.3-0.5mm(抗屈曲)。
2. 悬垂角度:角度<45°时,即使2mm壁厚也可能下垂,需加支撑;角度>60°时,1.2mm壁厚可无支撑打印。
3. 材料流动性:高流动树脂/金属粉末需更厚壁厚(防止“流挂”),玻纤增强材料可减薄20%。
4. 冷却条件:封闭仓主动冷却的工业机,壁厚可比桌面机薄30%。
四、常见误区与厂家建议
误区一:“壁厚越厚越安全” → 厚壁会导致内应力集中,反而引起开裂,且成本大幅上升。
误区二:“整体统一壁厚最省事” → 更科学的是渐变壁厚:受力区加厚,非受力区减薄,并增加内圆角(R≥1mm)分散应力。
给您的实操建议:
· 小尺寸(<5cm)模型:壁厚可取下限;
· 中尺寸(5-20cm)模型:壁厚取下限+0.5mm安全余量;
· 大尺寸(>20cm)模型:建议做网格填充或蜂窝内支撑,而非一味增加壁厚。
最后提醒:以上均为通用参考值,具体零件需结合受力方向、装配要求和后处理方式综合评估。如果您拿不准,欢迎将模型STP文件发给我们,我们将为您做免费的壁厚分析与打印模拟报告——这是我们给每一位合作客户的标准服务。
壁厚设计的本质是在材料性能、打印时间、成功率三者间找平衡点。希望这篇文章能帮您少走弯路。有任何疑问,随时联系我们技术团队:180-4267-7785(贾经理)。宁波麦客信息提供一站式3D扫描、3D打印、硅胶复模、后处理等服务,支持树脂、尼龙、金属等多种材质,如果您有宁波3D打印需求,随时来电沟通需求,保证让您满意!