在手板制作与产品研发过程中,工程师们常常面临一个共同的困扰:当产品设计涉及薄壁、深腔、倒扣等特殊结构时,传统加工方式(如CNC、注塑)极易导致零件损坏,不仅加工周期漫长,废品率也居高不下。
为什么这些结构如此“棘手”?3D打印又是如何解决这一行业痛点?本文将为您深入解析。
一、传统加工为何“怕”这三种结构?
1. 薄壁结构:刚性不足,极易变形或断裂
传统CNC加工薄壁件时,刀具高速旋转产生的切削力、振动及热量,很容易导致壁厚低于1mm的零件发生弹性变形、震颤甚至直接断裂。即便降低进给速度,也常因装夹应力造成成品报废。
2. 深腔结构:刀具受限,排屑困难
对于深度大于直径3倍以上的深腔或深孔,CNC需要加长刀柄,但这会显著降低刀具刚性,产生“让刀”现象,导致尺寸偏差。同时内部切屑难以排出,可能卡死刀具或划伤腔壁。有些极深的窄槽,甚至无法找到能触及底部的刀具。
3. 倒扣结构:无法直接加工,必须拆件
倒扣是指内部有“内凹”、“悬勾”或底部大开口小的结构。传统三轴CNC无法加工这类区域,必须将零件拆分成多个部分分别加工,再通过粘接、螺丝或卡扣组合。这不仅增加了后处理的工时和成本,还会留下装配痕迹,影响手板的强度与外观真实性。
高废品率的根源:以上三种结构单独出现已非常棘手,若同时出现在一个零件上,传统工艺几乎无法保证良品率,往往需要反复试错、多次返工。
二、宁波3D打印“一次成型”,攻克了这些难题
3D打印(以SLS、SLA、SLM技术为代表)采用增材制造原理——逐层堆积材料,彻底改变了“从大块毛坯中去除材料”的思路。对于上述难题,它具有天然优势:
l 薄壁结构:无切削力,极薄亦可稳定成型
3D打印过程中不存在刀具接触力,不会引起薄壁变形。目前高精度光固化(SLA)技术可稳定成型壁厚0.3-0.5mm的薄壁结构,且表面光滑、尺寸精准。
l 深腔结构:不受刀具长度限制
3D打印仅受成型幅面高度限制。无论深腔深度是50mm还是500mm,打印头或刮刀都能逐层堆积材料直至顶部。无需加长刀,自然不存在“让刀”和排屑问题。
l 倒扣结构:无需拆件,一体化成型
3D打印的“自支撑”特性(结合合理添加支撑或利用悬垂角度)使得任何复杂内腔、互锁结构、内部流道都可以一次打印完成。原本需要拆分成5-6个零件的倒扣组件,现在可以整体打印,省去全部装配工序。
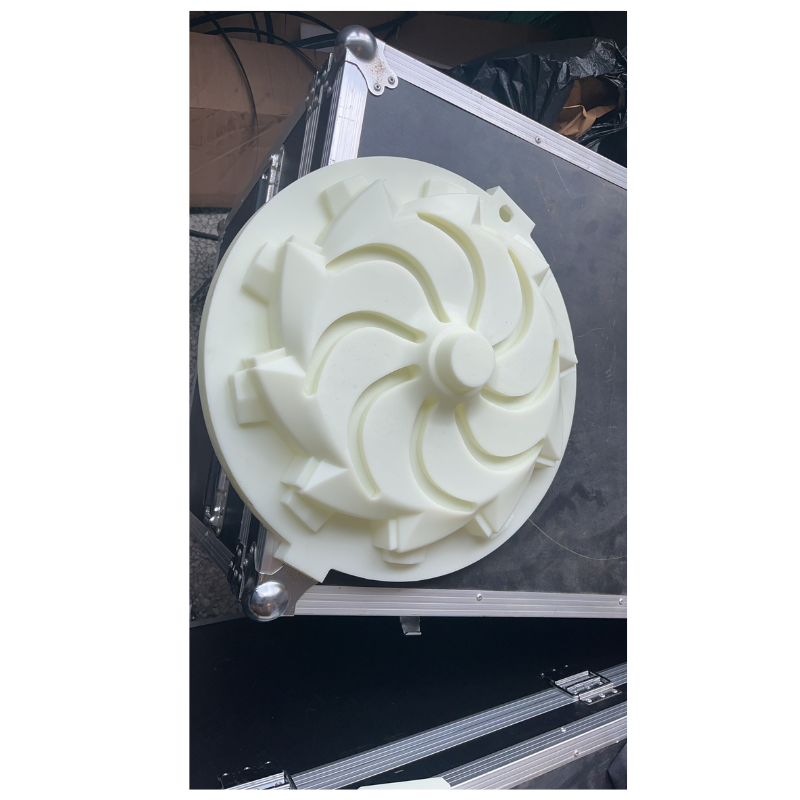
三、真实案例:废品率从50%降至近乎为零
某医疗器械企业需要制作一个含0.6mm薄壁外壳、内部深腔达80mm、底部带有倒扣卡钩的复杂手板。
此前委托CNC加工:
累计废品率超过50%,薄壁在加工中总是断裂,倒扣部分无法整体加工,只能后期粘接,强度测试不通过,单件成本高、周期长
改用SLA 3D打印后:
一次成型,所有特征完整打印;薄壁无变形,倒扣结构精准,废品率降为0(首件即合格)
,单件成本显著降低,周期缩短
四、哪些场景最适合采用3D打印?
如果您的手板或研发件具备以下任一特征,强烈建议优先考虑3D打印:
· 壁厚 ≤ 1mm 的结构
· 深度 > 直径3倍的深腔或深窄槽
· 内部倒扣、卡钩、螺旋或封闭腔体
· 需要多零件组合才能模拟的功能原型
· 小批量、多品种的手板验证(避免开模成本)
薄壁、深腔、倒扣——这些在传统加工中令人头疼的“高风险结构”,在3D打印面前不再是障碍。 如果您正在为某个复杂手板的高废品率、长周期而烦恼,不妨考虑宁波3D打印公司——麦客信息为您提供“一次成型、零废品”的解决方案。咨询合作电话:18042677785(贾经理),欢迎随时来电沟通需求。